行业内,燃油车发动机的缸盖导管阀座压装一般为立式压装,且通常采用管道方式将导管和阀座分别输送至压装位。作为压装领域积累丰富经验的协鸿公司,在结合客户原有压机的使用意见与建议下,全新设计开发了一整套缸盖压装压检、缸体压检的全自动设备。新设备为卧式压装,全机器人搬运;凭借独特的外形,紧凑的布局,高精度的机构,在智能化、柔性化、可靠性方面领先行业及相关竞争对手。
根据生产产能1600台/日/3班,每天因设备故障停机目标值要≤2次;故对设备提出故障率≤0.1%的目标值;又因每台4缸型发动机有各12个之多数量的导管阀座零件,这对本次自动化设备的质量和装配工艺提出了更严格的要求。需要每个工序甚至每个机构确保万无一失。
原有压机等设备,最主要的问题在于:1.导管和座圈因供料管道狭长,经常发生卡料,堵塞等情形,平均全天2-4次(约5min/次);2.也因供料管道及分配机构的原因,在切换机型作业时,需要将其内部零部件全部清空并替换,动作复杂耗时长,统计平均该时间约20分钟左右(大约2-3天切换一次)。
新设备要求:相邻导管阀座间间距变化时(含后续扩展机型),要求机型切换无人工干预,设备自主识别并切换相应程序,设备自动切换时间≤1分钟。
了解了原装配设备的问题点和新设备目标值;因此,协鸿设计团队需要针对产品各种工艺特性,结合客户的使用建议,设计更加可靠、更加快捷的自动化设备。
与此同时,协鸿还充分利用自身的自动化技术,提前测试部分新设想机构,包括机器人技术和视觉系统等。尽管测试结论与最终实际会有少量偏差,但可提前预估和测试新技术机构的可靠性及准确性。
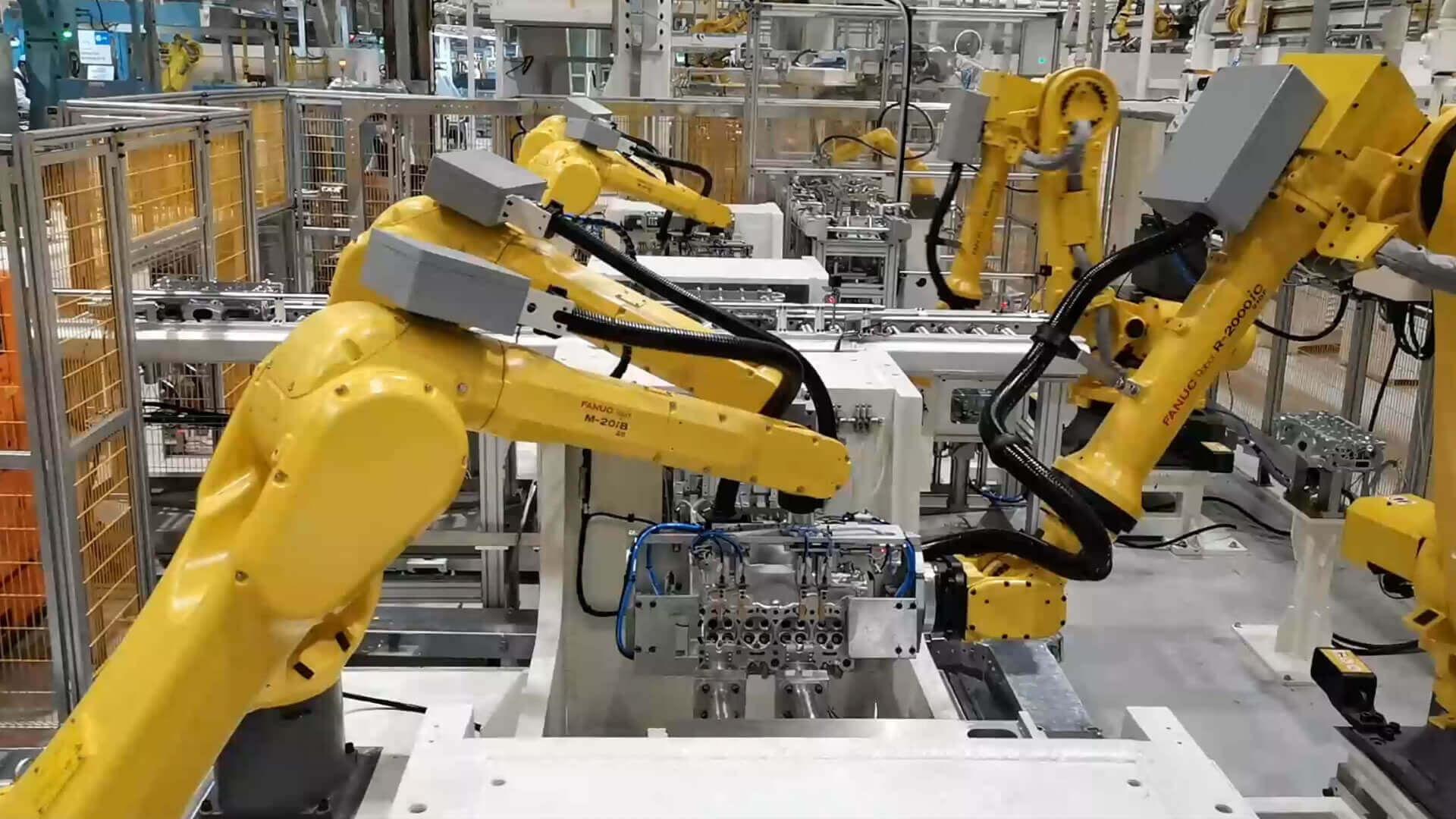
从故障发生的频率及机型切换的形式上看,设备的主要问题点在于导管阀座的狭长供料管道及弯曲供料的路径。因此新设备只要把长管道供料的方式舍弃,利用其它装置比如机器人机械手来替换上料实现就能解决问题。借助FANUC 6轴工业机器人的广泛应用,结合各种精密检测传感器技术,确保了导管和座圈从储料分配位抓取至缸盖压装位动作的可靠性及准确性,实现了出色的重复精度。
导管阀座均采用振动盘初步分选,中途利用位移传感器检测正反,利用机构反件自动剔除。
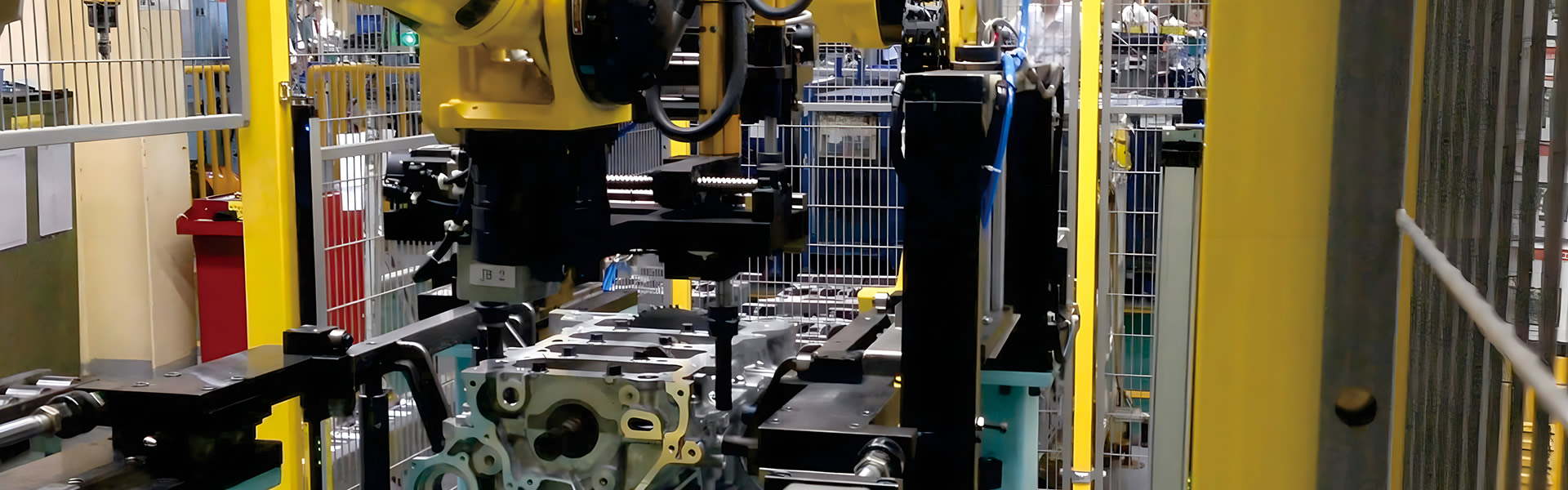
同时为了实现快速及准确的切换机型,设备内大量使用伺服电缸来取代传统的切换气缸;特别是在导管及阀座的分配口等处。压机本体设计成卧式,更有利于机器人夹持缸盖从中间放入压装。压机各压头可以自动切换。
缸体缸盖的压检区域全部为自动化:机器人自动上下料,工件自动压检,COSMO检漏仪自动出结果。
此外,为确保设计的可靠性并缩短后续的现场调试时间,协鸿在设计阶段进行了离线仿真;利用设备级的模拟仿真,以保证设备的节拍、运动轨迹优化以及设备干涉分析的预判,从而实现了最佳机构设计和运动路线。
设备导入后,一直稳定运行;总故障率维持在目标值内,多机型兼容,机型切换快捷。协鸿为客户提供了一流的生产效率和稳定的质量保证。
相比旧设备,新线每天至少可节省因故障耽误/机型切换工事时间:全年(300工作天)累计为(10*300+20*120)=5400min
第一套设备运行一年左右。第二条(套)生产线设备于次年启动,并当年导入当年投产。