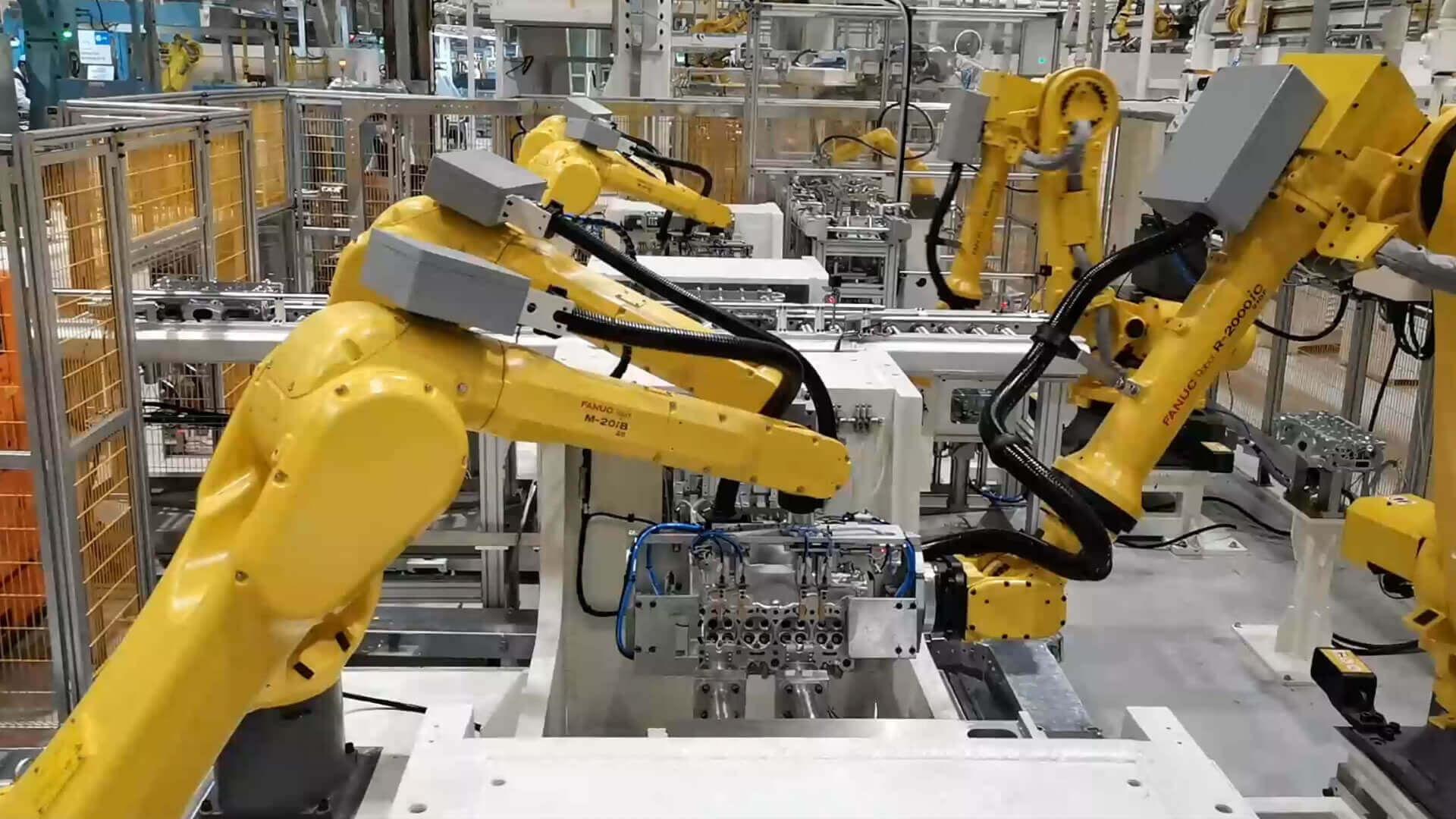
重卡车桥的主/被锥齿机加工线,因工件较重(主齿约26kg,被齿约55kg);工件的上下料给操作工带来很大的劳动强度;从而导致整个加工线的产能/效率不高,自动化水平低下。作为机加上下料自动化积累丰富经验的协鸿公司,在结合客户加工工艺及设备现状,从方案规划到实际设计,从设计审图至自动化设备落地安装,给客户提供一揽子交钥匙工程。新设备采用机器人与视觉的应用,并配套的高精度检测机构,在智能化、柔性化、可靠性方面给客户带来深刻的印象及体验。
项目需要兼容主/被锥3个大系列≤19个小机型,外形存在差异以及局部尺寸有梯度变化。
现场目前人工作业使用平底(平底可以灵活兼顾各种机种)托盘小推车,主锥工件竖立放置(被锥工件平放)然后移至机床门口,由人工进行上下料。
导入自动化后需要设计前后工序交互使用的专用台车;一要考虑兼容各机型;二要保证来料工件在台车上各自精度;三要保证半小时以上的储料量。
在已知生产产能要求为180S/件的情况下;协鸿设计团队仔细研究各机型工件的图纸,对比分析所以机型共同点及差异点;分别设计出主锥专用定位储料台车及被锥专用定位储料台车。
机器人手爪要兼容所有机型,然后还要考虑立/卧式车床、立式加工中心以及铣/切齿机的各种夹具姿态。
被锥零件在进立式车床前需要对工件找角相定位,因为立车的夹具是以盘底面指定定位孔定位夹紧加工的。
首先,分析主锥图纸及外形尺寸;主锥齿除齿盘外均有阶梯状轴把,轴径差距在24mm以内;采用立姿放置可以保证工件中心垂直,并且通过中心治具(按最大)定位,然后台车上各治具中心距精确加工,这样就可以保证工件在台车上相对准确一点的位置度;同时可兼容下所有机型轴类件。每个该台车设计12个位可保证正常储料量为36min.
分析被锥图纸及外形尺寸;被锥齿均为空心盘状,且最大件外径范围在310mm-460mm之间;采用倾斜放置,底部两根圆柱相切支撑锥盘,侧面设计卡槽辅助支撑;卡槽位按最大工件厚度尺寸设计;这样就可以保证各尺寸工件在台车支撑柱上始终相切;同时兼容所有盘类机型且人工运输过程中不发生倾翻。每个该台车设计12个位可保证正常储料量为36min.
通过以上设计主/被锥台车长宽尺寸可相对接近,尺寸最小,可最大程度减轻人员推拉台车的劳动强度。
手爪既要夹轴状零件也要夹取盘状件,手爪需要设计成两套专用夹持缸机构的组合体;轴类为两平行抓结构,空心盘件则采用内撑式3爪结构。
因台车重点考虑机型兼容,所以各零件在台车上相对位置度还不够精确,这时需要利用视觉系统的补偿功能。视觉拍照识别引导机器人手爪抓取,抓取后特别是被锥齿盘需要再进行放置后的二次定位再抓取。
被锥齿工件在进立车前需要找角相定位,设计一套专用推靠自调心找正机构解决该问题。
此外,为确保设计的可靠性并缩短后续的现场调试时间,协鸿在设计阶段进行了离线仿真;利用设备级的模拟仿真,以保证设备的节拍、运动轨迹优化以及设备干涉分析的预判,从而实现了最佳机构设计和运动路线。
项目包共分热前主锥自动化、热前被锥自动化以及热后组合线自动化。
该3套机器人自动化设备导入后,一度成为甲方示范性加工自动化区。
设备极大减轻了一线工人的劳动强度,同时提升了产能(生产效率提高17%),为客户产生了较大的经济效益。