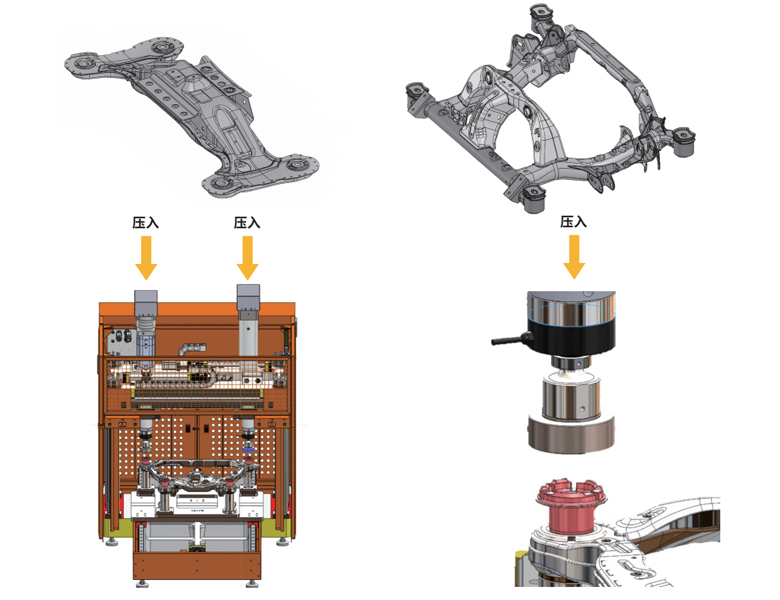
适用于副车架衬套压装
工装可快速更换,适用于多种产品,在线压装质量判断
定制压机产品
| 副车架衬套压机 | SIRO-C03 |
| 布局形式 | 立式双缸 |
| 额定出力 (kN) | 100 |
| 模式选择 | 压力模式/位置模式 |
| 最大速度 (mm/s) | 100 |
| 重复精度 (mm) | 0.01 |
| 行程长度 (mm) | 500 |
| 压力精度 (FS%) | ±0.5% |
| 电缸横移轴位移动范围 (mm) | 350~1200 |
| 最大速度 (mm/s) | 100 |
| 送料轴位移范围 (mm) | 2000 |
| 最大速度 (mm/s) | 300 |
| 额定功率 (kW) | 16.5 |
| 供电电压 (V) | 三相AC 380V |

位置精度达到±0.01mm (任意负载和速度),全闭环方案有效消除不同负载下电缸丝杆、同步带、机架变形等引起的压头位置变化,保证产品尺寸一致性。
压力精度达到±0.5%FS, 压装过程使用运动控制算法,位置、压力不易过冲,可减少废品产生。
压装位置-压力曲线实时显示,采样率≥4000次/秒,确保压装过程分毫毕现。
可与MES对接,实现电子SOP 功能,提高生产效率。
多种压装过程质量检测模式,配合"特殊点检测"解决压装品质问题,保证产品一致性。
压装过程根据需要自由编辑,包括位置、压力、信号等待、信号输出、延时、判断、跳转等。
位置曲线数据实时保存,还原压装过程,方便追溯分析。
多种实时检测方式,配合高频采样进行检测,使品控更可靠。
系统后台可以存储超过 100万条 历史曲线和关键数据,用户可以根据日期、条形码、良品/次品等关键信息进行检索和统计。